
توضیحات
اتصالات الکتروفیوژن در خطوط انتقال آب و گاز مورد استفاده قرار می گیرند. به دلیل کیفیت و ایمنی بالا و عدم دخالت خطای انسانی در زمان جوشکاری این نوع اتصال مورد تایید اداره استاندارد گاز ایران می باشد. با کمک اتصالات الکتروفیوژن می توان لوله به لوله (کوپلر)، لوله به زانویی، لوله به لوله با قطر کوچکتر (تبدیل) را متصل نمود. از دیگر مزایای استفاده از اتصالات الکتروفیوژنی امکان اتصال لوله با جنس و SDR های متفاوت و سرعت عمل بالا در زمان تعمیر خطوط آسیب دیده می باشد. فشار کاری اتصالات الکتروفیوژن در انتقال آب ۱۶ بار و انتقال گاز ۱۰ بار می باشد.هر اتصال الکتروفیوژن از قسمتهای مختلفی تشکیل شده است که عبارتند از :
۱) پین اتصال: برای ارتباط بین اتصالات و دستگاه جوش، تعبیه شده است که این عمل توسط اپراتور صورت گرفته و بقیه مراحل جوش به صورت اتوماتیک توسط دستگاه جوش صورت میگیرد.
2) Indicator یا نشانگر: در اثر فشار ایجاد شده از ذوب و انبساط مواد بین لوله و اتصال در حین عملیات جوش، نشانگر به سمت بیرون رانده میشود این نشانگر به اپراتور جوش کمک میکند تا از صحت جوش اطمینان حاصل نمایند.
۳) اطلاعات حک شده روی محصول: این اطلاعات طبق آیین نامه استاندارد اجباری بوده و شامل برند محصول، نوع و سایز اتصال، SDR و رده فشاری اتصال و نوع مصرف (آب یا گاز) را نشان می دهد.
۴) بارکد: بارکد روی هر اتصال حاوی کلیه پارامترهای مورد نیاز دستگاه جوش برای جوشکاری می باشد که توسط بارکد خوان دستگاه جوش، اسکن و بقیه مراحل جوش توسط این دستگاه به صورت اتوماتیک انجام میشود.
5) المنتها: به منظور افزایش کیفیت جوشکاری ، بر روی المنت ها پوشش پلی اتیلنی در نظر گرفته شده است که باعث جلوگیری از اکسید شدن سیمهای المنت میگردد.
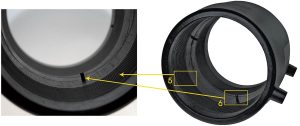
6) استاپر لوله: در کوپلر برجستگیهای قابل جداشدنی تعبیه شده است که موقعیت صحیح قرار گرفتن لوله در اتصال را موجب شده و در مواقع تعمیراتی این برجستگی قابل جداشدن بوده و حرکت کوپلر در امتداد لوله تا قرار گرفتن در موقعیت مورد نظر را موجب می گردد.
مزایای اتصالات الکتروفیوژن
• سهولت در نصب
• جوش اتوماتیک که باعث حذف خطای احتمالی مجریان میگردد .
• امکان جوش لوله ها با SDR و رده فشار مختلف
• سطح جوش صاف و گسترده
• ایمنی بالا و حذف موانع و تعمیرات
• سهولت و سرعت عمل در اجرا و صرفه جویی در زمان اجرا
• مقاومت بالا در زلزله و تنشهای محیطی
• مقاومت شیمیایی بالا
• انعطاف پذیری بالا و سبکی
• مقاومت در برابر خوردگی
• مقاومت در برابر فشار و ضربه
• حذف هدر رفتن گاز و آب در شبکه های گازرسانی و آبرسانی
فرایند جوشکاری الکتروفیوژن
- آماده سازی لوله، تمیز نمودن و زدودن آلودگیها و زواید احتمالی
- علامت گذاری محل اتصال بر روی لوله
- لایه برداری سطح لوله به کمک اسکراپر
- هم راستا سازی لوله و اتصال توسط مولتی کلمپ
- اتصال فیش ورودی دستگاه الکتروفیوژن جهت جوشکاری
- خنک کردن و باز کردن گیرهها
- پرداخت نهایی، تمیز کاری و زدایش آلودگی
رعایت نکات زیر در زمان جوشکاری الکتروفیوژن الزامی است
- پخش حرارت به صورت یکنواخت در طول جوش باشد.
- درجه حرارت و فشار قسمت ذوب شده به دقت کنترل شود.
- از وارد شدن آسیب به سیم پیچ کوپلر جلوگیری به عمل آید.
- حفاظت لازم قبل، در حین و بعد از انجام اتصال ضروری است.
- زمان مناسب برای الکتروفیوژن در نظر گرفته شود.
- لوله به صورت عمود بر محور آن بریده شود و زبریها با سمباده صاف و دوسر لوله تمیز شود.
- هر نوع کثیفی از روی لوله پاک گردد.
- قطعه اتصالی را در محل آماده نموده و از نظر تمیزی معاینه گردد.
- قسمت تراشیده شده لوله با مواد مناسب تمیز شود. (مانند ایزو پروپانول)
- با توجه به مشخصههای مورد نیاز از نظر ولتاژ و زمان جوش، کنترلهای لازم به عمل آید.
- سیستم اتصال در داخل گیره، تا گیرایش کامل باقی خواهد ماند.
اتصالات الکتروفیوژن عرضه شده توسط گروه صنعتی بارینکو شامل انواع کوپلر، زانو ۴۵ و ۹۰ درجه، سه راه مساوی و نامساوی، تبدیل، گپ و زین در سایزهای مختلف می باشد.
انواع اتصالات الکتروفیوژن










نقد و بررسیها
هیچ دیدگاهی برای این محصول نوشته نشده است.